Explore our core advanced material solutions engineered for extreme electrical, thermal, and mechanical durability.
C17510 Beryllium Copper (otherwise specified by industrial standards as Copper Nickel Beryllium Alloy, or CuNi2Be) is a specialized material engineered to bridge the gap between mechanical strength and electrical/thermal conductivity. By incorporating trace amounts of Nickel (1.4% to 2.2%) and Beryllium (0.2% to 0.6%), this precipitation-hardenable copper alloy develops a microstructure that resists fatigue, wear, and thermal degradation.
Unlike high-beryllium copper alloys (such as C17200 which contains up to 2.0% Beryllium), C17510 is optimized specifically for applications requiring high electrical conductivity along with significant mechanical stress tolerance. During the thermal treatment cycles—combining solution annealing with precise precipitation aging—nickel-beryllide precipitates (Ni2Be) form uniformly within the copper matrix. These microscopic structures pin dislocations and strengthen the base copper without blocking the passage of electrons.
• Electrical Conductivity: 45% to 60% IACS (International Annealed Copper Standard)
• Thermal Conductivity: ~240 W/m·K (providing rapid heat dissipation in high-amperage cycles)
• Tensile Strength: Up to 960 MPa depending on the temper (TH04, TD04, or TF00)
Understanding supply chains, regional demands, and the critical importance of selecting certified manufacturers.
Today, the commercial value of C17510 Beryllium Copper is driven by the rapid modernization of three key pillars: high-voltage electric vehicle (EV) architectures, smart 5G telecommunication networks, and automated industrial machinery. As the demand for power dense components escalates, traditional copper alloys (like brass or bronze) fail to survive the higher temperatures or mechanical cyclic loads, forcing global procurement offices to secure robust supply channels for C17510.
Beryllium refining is highly centralized. Only a handful of manufacturers possess the integrated extraction, melting, and precision extrusion setups required to produce clean, non-porous C17510 bars, sheets, and wires without impurities that compromise conductivity.
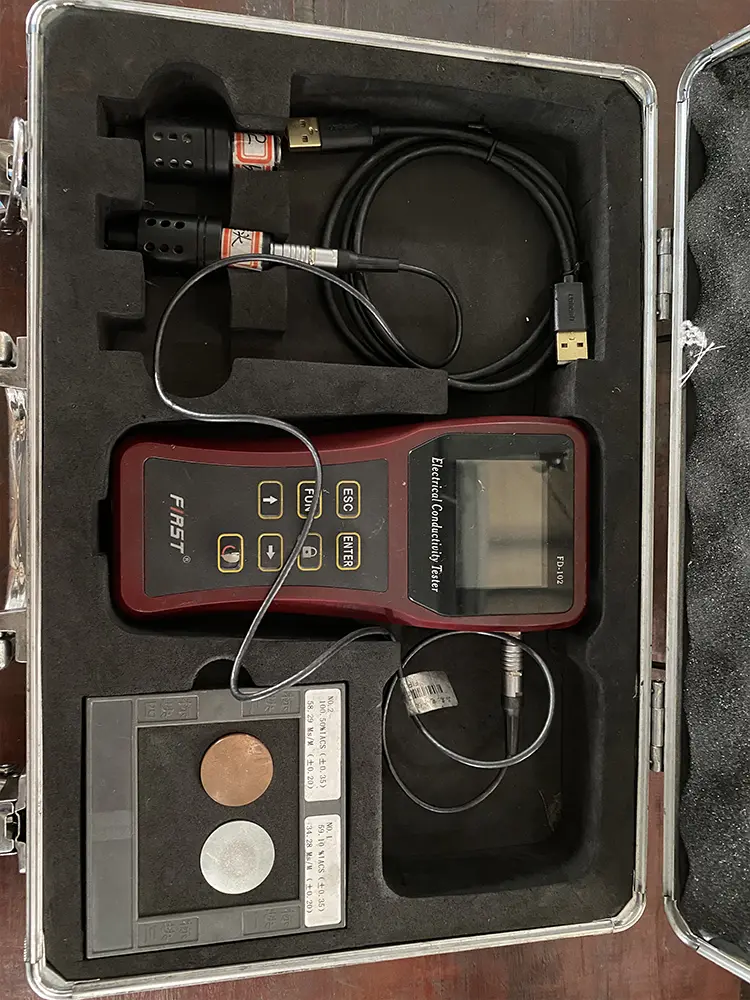
Sourcing C17510 requires deep verification of mechanical certifications. Advanced systems like non-destructive eddy current testing and micro-hardness profiling are mandatory to ensure that materials supplied to critical aerospace or subsea systems meet international ASTM, UNS, and DIN specifications.
Due to complex trade frameworks and regional logistics, procuring high-quality C17510 requires partners with robust international networks. Manufacturers like Sichuan Kepai ensure a smooth logistics process, supplying high-performance copper alloys across major industrial hubs globally.
The technological driving forces pushing the boundaries of copper alloy performance.
The copper alloy industry is undergoing a structural shift. The primary catalyst is the global decarbonization initiative. Automotive companies transitioning to 800V electric vehicle architectures require high-performance relays, busbars, and power distribution terminals. These components must withstand continuous high currents without suffering thermal runaway. C17510 is highly favored here due to its thermal dissipation limit which prevents connector deformation under load.
Concurrently, environmental compliance and workplace safety frameworks like REACH and RoHS are redefining Beryllium Copper manufacturing. Modern factories employ advanced wet extraction, precise ventilation controls, and automated closed-loop melting techniques. These practices ensure the safe handling of alloys during the initial extrusion stages, providing clients with compliant materials that pose no safety risks when deployed in final consumer goods.
How C17510 is customized to meet localized demands across major international markets.
In the United States and Canada, C17510 is frequently used in landing gear bushings, non-magnetic instrument casings, and directional drilling tools. It resists severe downhole pressures and mechanical vibration while protecting electronic sensor telemetry from electromagnetic interference.
European manufacturers utilize C17510 extensively for resistance welding tips and robotic welding gun components. Its resistance to high-temperature welding sparks and mechanical wear helps reduce tip dressing cycles, lowering production down-time on automotive assembly lines.
In the electronics manufacturing centers of Japan, South Korea, Taiwan, and China, C17510 is the gold standard for semiconductor test probes (pogo pins) and micro-spring connectors. Its superior spring retention ensures accurate testing over millions of contact cycles.
The technological pathways to next-generation copper nickel beryllium alloys.
To push past the current performance barriers of C17510, R&D teams are exploring advanced metallurgical processing methods. The future roadmap involves optimizing thermal-mechanical processing (TMP) methods. By coordinating cold-reduction rates with multi-stage aging treatments, engineers can control grain size at the sub-micron scale, enhancing material durability.
| Development Phase | Key Metallurgical Focus | Target Properties | Primary Industrial Use-Case |
|---|---|---|---|
| Phase 1: Present Standard | Precision Ni2Be precipitation aging control | 45-60% IACS, ~900 MPa Tensile | EV relays, welding electrodes, electrical contacts |
| Phase 2: Ultra-Fine Grain (UFG) | Severe plastic deformation + micro-alloying (Zr, Cr addition) | >55% IACS, ~1050 MPa Tensile | High-frequency 5G connectors, high-speed rail couplers |
| Phase 3: Smart Nanostructured Alloys | Dynamic recrystallization and matrix grain refinement | >60% IACS, >1100 MPa Tensile | Next-generation aerospace electronics and micro-probes |
Integrating R&D, advanced manufacturing, and sustainable development to support the global new materials market.
Established in 2017, Sichuan Kepai New Material Co., Ltd. is a high-tech enterprise integrating research and development, production, and sales. Operating a modern factory covering approximately 9,000 square meters with an office space of about 1,000 square meters, the company focuses on the development of strategic new copper materials, including tellurium copper, high-conductivity oxygen-free copper, silver copper, dispersion copper, and beryllium copper.
Located in the western area of the Sichuan Guanghan Industrial Development Zone adjacent to National Highway 108, Kepai benefits from convenient transport links. The company adheres to the business philosophy of "innovation-driven development, quality wins the market," providing high-end copper alloys that assist customers in reducing production costs and optimizing device performance.
Our products play a critical role in high-tech industries including new energy vehicles, 5G communications, laser cutting, plasma cutting, power relays, and lithium-ion battery assemblies. We support various standard and custom options to meet our clients' specific engineering requirements.













Technical answers to common engineering questions regarding C17510 application, processing, and specifications.
The primary difference lies in the alloying elements added to the copper-beryllium base. C17510 incorporates Nickel (1.4% - 2.2%) to form nickel-beryllide precipitates, while C17500 utilizes Cobalt (2.4% - 2.7%) to form cobalt-beryllide precipitates. Both offer similar mechanical strength and conductivity, but C17510 is often preferred in specific industrial environments due to cost efficiency and improved behavior in certain hot-working processes.
During solution heat treatment, the beryllium and nickel atoms are dissolved into the copper matrix. During subsequent precipitation aging (typically between 450°C and 480°C), these atoms form sub-microscopic Ni2Be precipitates. These precipitates restrict dislocation movement within the lattice, significantly increasing mechanical hardness and tensile strength while restoring the electrical conductivity of the copper matrix.
Yes. C17510 exhibits good thermal stability, retaining its mechanical properties and resisting softening up to approximately 450°C to 480°C. This makes it highly suitable for applications like resistance welding electrodes and semiconductor test components that experience elevated temperatures.
In solid form, finished components made from C17510 are non-hazardous. However, machining processes that generate fine dust, fumes, or mists (such as dry grinding, welding, or laser cutting) require proper ventilation and dust collection systems to prevent inhalation of beryllium-containing particles. Wet machining is recommended to control airborne dust.
C17510 is typically supplied in tempers like TB00 (solution annealed), TD04 (cold worked), or TH04 (cold worked and precipitation hardened). Choosing the right temper depends on whether further forming or machining is required before final heat treatment.
While C18150 (Chromium Zirconium Copper) offers higher electrical conductivity (~80% IACS), C17510 offers higher mechanical hardness and yield strength. C17510 is often chosen for welding stainless steel and other high-strength alloys where higher electrode force is required, preventing tip deformation.
Get in touch with Sichuan Kepai New Material Co., Ltd. for certified technical advice, customized alloy profiles, and factory direct quotes tailored to your project requirements.
We manufacture a complete range of high-conductivity, free-cutting, and wear-resistant copper materials.